
Aluminium rubber, also known as aluminum-filled silicone rubber, is a composite material that combines the properties of both aluminum and silicone rubber. This material is created by embedding aluminum particles or flakes within a silicone rubber matrix.
The aluminum particles can vary in size, shape, and distribution within the rubber matrix, depending on the specific application requirements. They are often finely divided to ensure uniform dispersion and to optimize the material’s mechanical and thermal properties.
The silicone rubber matrix serves as the binder that holds the aluminum particles together and provides flexibility and resilience to the composite material. Silicone rubber is known for its excellent elasticity, heat resistance, and weatherability, making it an ideal choice for many applications.
The combination of aluminum and silicone rubber imparts unique properties to the composite material. Some of the key characteristics of aluminum rubber include:
- Thermal Conductivity: The presence of aluminum enhances the thermal conductivity of the rubber composite. This property makes aluminum rubber suitable for applications where heat dissipation is important, such as in electronic devices or automotive components.
- Electrical Insulation: Despite containing metal particles, aluminum rubber retains the electrical insulation properties of silicone rubber. This makes it suitable for use in electrical and electronic applications where both thermal management and electrical insulation are required.
- Mechanical Strength: The aluminum particles contribute to the mechanical strength and stiffness of the rubber composite. This property allows aluminum rubber to withstand mechanical stress and deformation, making it suitable for structural applications.
- Lightweight: Despite the presence of aluminum, the overall density of aluminum rubber remains relatively low due to the lightweight nature of silicone rubber. This makes it a suitable choice for applications where weight is a concern, such as in aerospace components.
- Chemical Resistance: Silicone rubber provides excellent resistance to chemicals and environmental factors, while the presence of aluminum enhances the material’s durability and resistance to corrosion.
- Flexibility and Elasticity: Aluminum rubber maintains the flexibility and elasticity characteristic of silicone rubber, allowing it to conform to irregular shapes and withstand dynamic loading conditions.
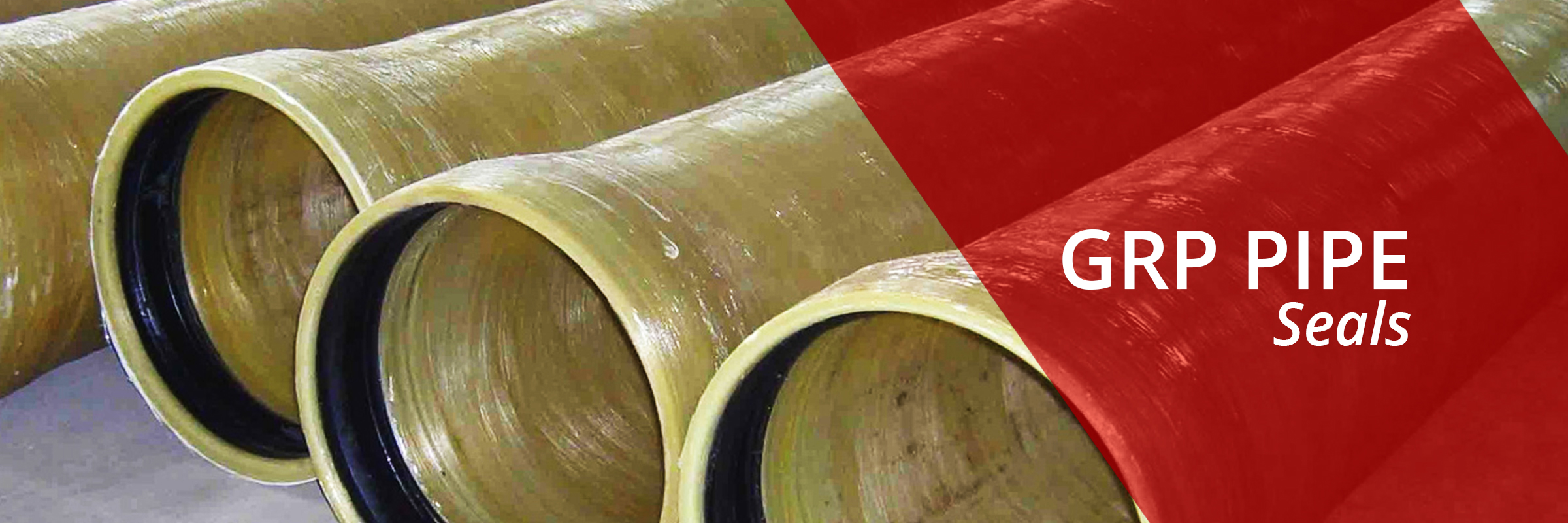
Applications of aluminum rubber span various industries, including electronics, automotive, aerospace, construction, and manufacturing. Specific applications include gaskets, seals, vibration dampers, thermal pads, electrical insulation components, and heat sinks, among others.
Aluminum gaskets offers a unique combination of properties that make it a versatile and valuable material for a wide range of engineering and industrial applications, particularly where thermal management, electrical insulation, and mechanical performance are critical.








